당사에서 개발한 Roll Alignment 전용 장비를 활용한 Roll Alignment 기술서비스로 LCD Film 및 2차전지 전극용 박막 Foil의 Roll to Roll 공정에서 Roll 간 설치 정밀도의 신속한 측정, 교정 가능
소개영상
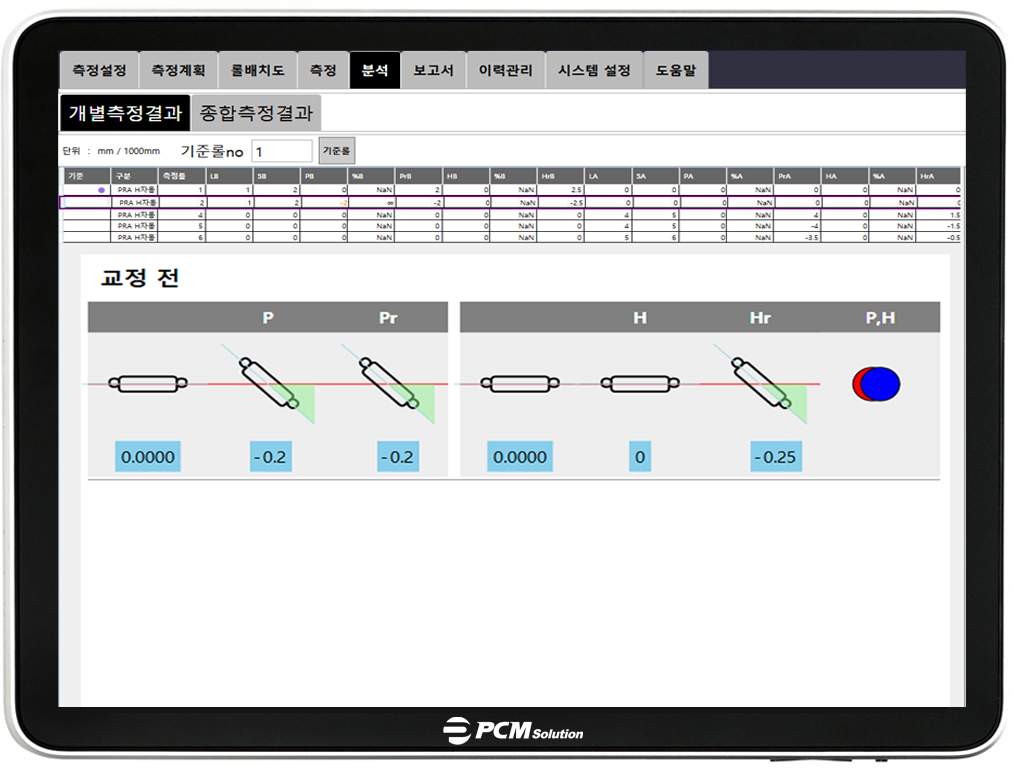
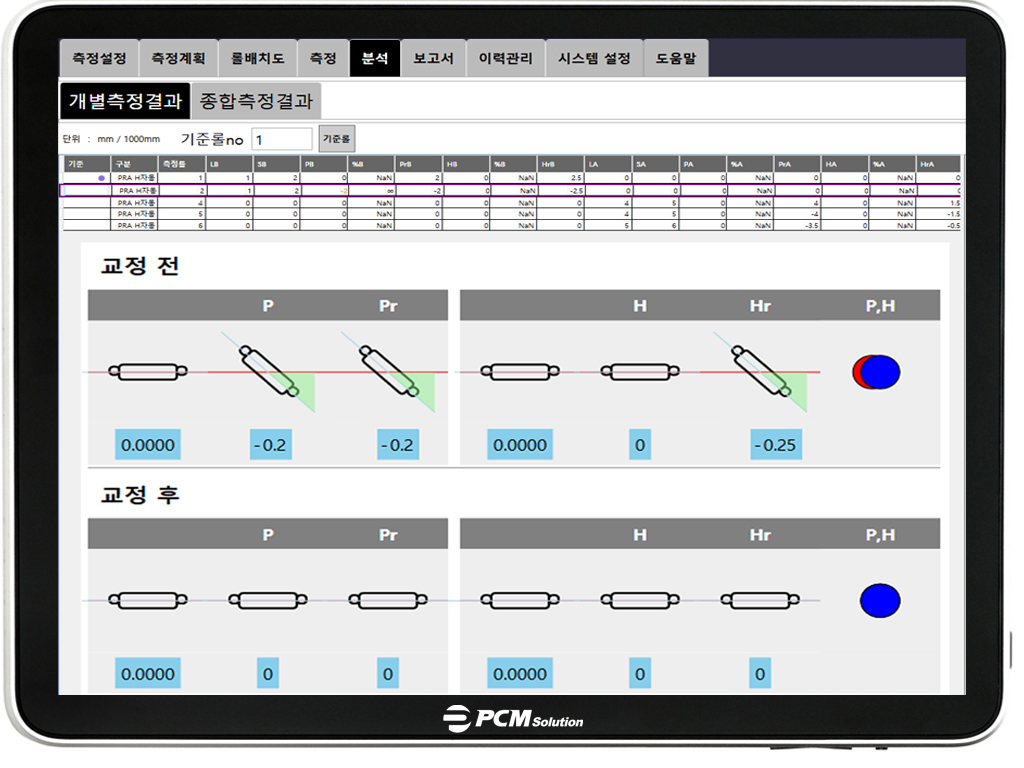
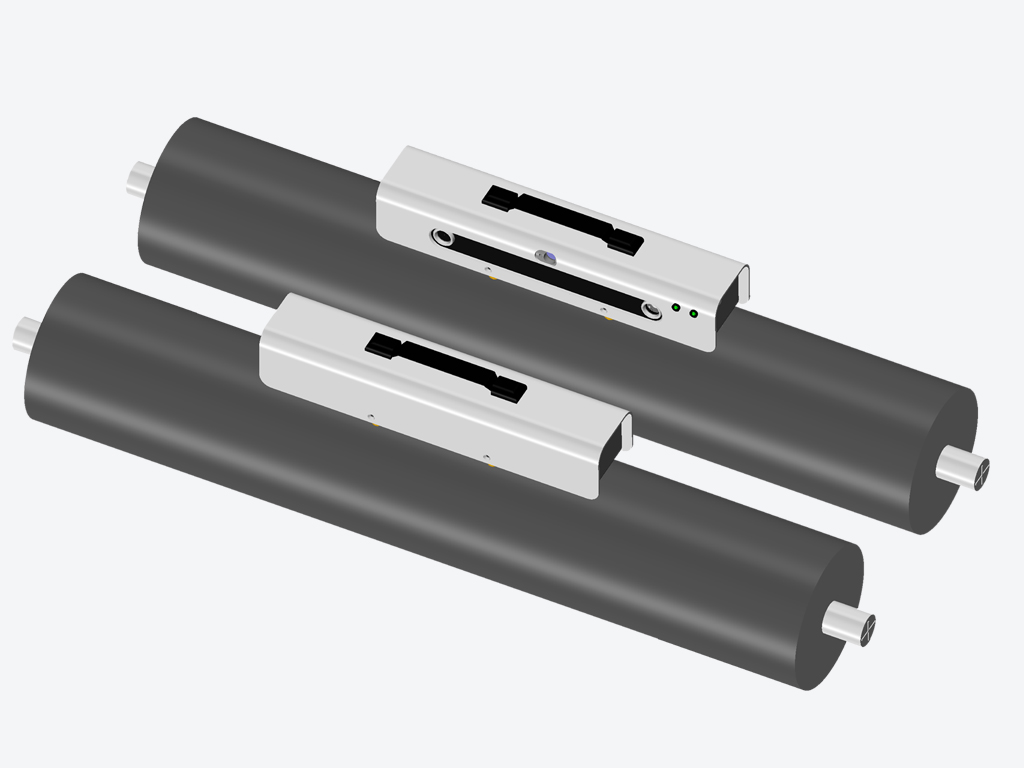
(Laser Roll Alignment Tool) 레이저 센서를 활용하여 Roll to Roll 설비의 롤러 수평도 & 평행도 측정 및 교정하는 장비. 기준롤 대비 상대롤의 수평도, 평행도 값을 비교분석 할 수 있는 하드웨어 구성 및 S/W 프로그램을 통하여 롤러의 정밀도 확보.